Protein-Glutaminase
Industrial Protein Deamidation Enzyme for Dairy, Wheat, Soy, Meat & Noodle Manufacture
Protein-glutaminase (PG) is a food-grade deamidation catalyst from Chryseobacterium proteolyticum that converts glutamine residues in proteins to glutamate and releases ammonia. Used to control solubility, emulsification, and gelation in commercial formulations. Activity range 500–5,000 U/g, with 1 kg MOQ for pilot-scale evaluation and up to 25 kg for production.
Years experience
Countries shipped
9001 certified

Protein-Glutaminase (Protein Deaminase) Enzyme Powder
500 – 5,000 U/g
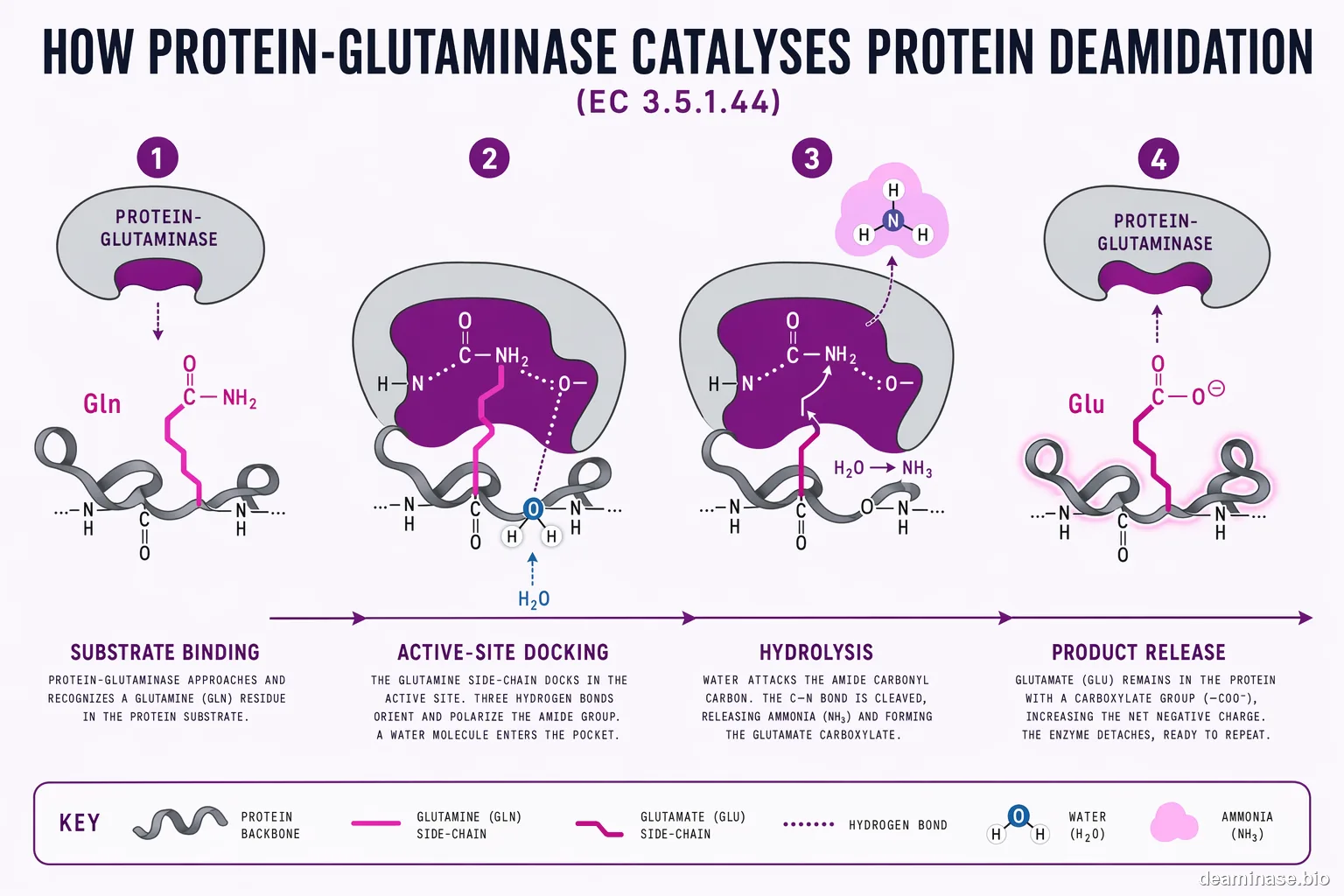
How Protein-Glutaminase Catalyses the Reaction
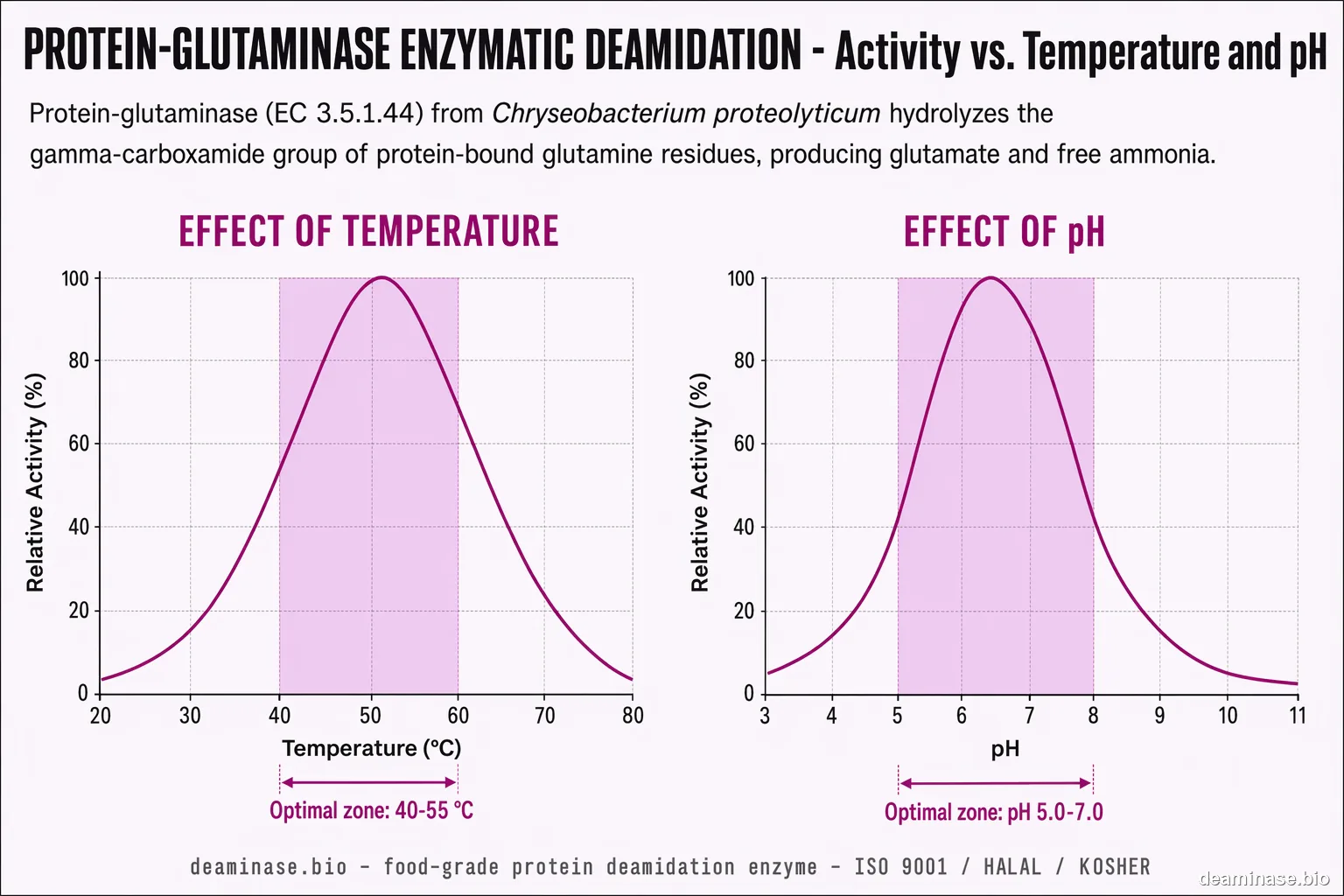
Activity vs. Temperature & pH
Reaction-rate curves for optimal temperature and pH — useful for process design and dosing.
Why Source From Us
- Worldwide shipping to 35+ countries
- ISO 9001, HALAL & KOSHER certified
- Food-grade & industrial-grade product lines
- Full batch traceability & technical data sheets
Applications
Protein-glutaminase deamidates glutamine residues in protein substrates to produce glutamate, enabling targeted changes in charge, solubility, emulsification, gelation, and texture. Suitable for dairy, wheat, soy, meat, noodle, and plant-based formulations.
Cheese & Dairy Functionality
Apply protein-glutaminase to deamidate casein-rich substrates, improving emulsification, gelation, and water retention in yogurt, cheese, and dairy analogue processing.
Learn more →Wheat Gluten Modification
Deamidate gluten to enhance solubility and manage dough properties in wheat protein systems where native network limits processing and dispersion.
Soy Protein Isolate Enhancement
Increase solubility and emulsifying capacity of soy protein isolate through controlled deamidation, improving performance at neutral pH in food manufacture.
Meat Processing
Modify myofibrillar protein surface charge to support water-binding and texture control in processed meat lines via protein-glutaminase deamidation.
Noodle & Pasta
Adjust gluten network properties for improved texture, cooking stability, and dough handling in commercial noodle and pasta production.
Plant-Based Foods
Enhance pea and rice protein functionality for plant-based meat and dairy alternatives by improving solubility, emulsification, and gelation.
Product Specifications
| Enzyme Name | Protein-Glutaminase (Protein Deaminase) |
| EC Number | EC 3.5.1.44 |
| Activity | 500 – 5,000 U/g |
| Optimal pH | 5.0 – 7.0 |
| Optimal Temperature | 40°C – 55°C |
| Appearance | White to off-white powder |
| Source | Chryseobacterium proteolyticum |
| Shelf Life | 12 months (sealed, cool, dry place, < 10°C recommended) |
| Packaging | 1 kg / 5 kg / 25 kg fiber drums |
| MOQ | 1 kg |
| Certifications | ISO 9001, HALAL, KOSHER, Food Grade |
Why Partner With Us
Flexible MOQ Options
Protein-glutaminase supplied in 1 kg, 5 kg, and 25 kg packaging, enabling R&D validation before full-scale procurement.
Verified Production Strain
Produced from Chryseobacterium proteolyticum, the recognized industrial protein-glutaminase source documented in scientific literature.
Comprehensive Documentation
ISO 9001, HALAL, KOSHER, and Food Grade certification available, with COA, TDS, and allergen declarations for qualified shipments.
Global Cold-Chain Guidance
Supplied with storage recommendations below 10°C to maintain activity for 12 months, shipping to over 80 countries.
Frequently Asked Questions
What does protein-glutaminase do?
It deamidates protein-bound glutamine residues, creating glutamate and ammonia. In industrial food processing, this can modify solubility, emulsification, gelation, and water-binding for soy, gluten, dairy, meat, and plant protein substrates.
What is the difference between protein-glutaminase and transglutaminase?
Protein-glutaminase changes protein surface charge via deamidation, while transglutaminase crosslinks proteins. They have distinct EC classifications and deliver different functional outcomes in formulations.
Is protein-glutaminase the same as protein deaminase?
Protein deaminase is a commercial term for protein-glutaminase. Scientifically, PG is an amide-side-chain deamidase acting on glutamine residues in proteins.
Which protein substrates respond best to protein-glutaminase?
Soy protein and wheat gluten often show the strongest functional shifts, followed by pea protein, casein, and myofibrillar proteins. Effect varies with substrate, pH, solids, and process time.
What is the optimal pH and temperature for protein-glutaminase?
Operate at pH 5.0–7.0 and 40°C–55°C, commonly around 50°C in trials. Outside these ranges, activity declines and time requirements may increase.
Can protein-glutaminase be used in plant-based meat and dairy alternatives?
Yes. Used with pea, soy, gluten, and rice proteins. Typical bench-scale dosing is 0.1–1% of protein weight, 1–4 h contact at ~50°C, adjusted per target function.
What certifications, documentation, and regulatory support do you provide?
ISO 9001, HALAL, KOSHER, and Food Grade options. COA, TDS, allergen statements, and technical support are provided for qualified orders.
What is the MOQ and lead time for protein-glutaminase?
MOQ is 1 kg for pilot trials and 25 kg for production. Lead time varies by location and paperwork, with prompt quote and sample dispatch for B2B buyers.
Get a Free Sample & Quote
Specify protein substrate (soy, pea, gluten, whey, myofibrillar), functional target (solubility, emulsification, gelation), and trial size. Receive dosage guidance, a free sample with COA, and pricing for 1–25 kg within 24 hours.